Gyors termékváltások nagy sebességű gyártósoron
 A Beckhoff szervohajtásaira áttérve a belga Nedschroef Machinery vállalat jelentősen mérsékelni tudta a precíziós kötőelemeket gyártó megmunkáló gépeinek beállítási idejét. Percenkét 240 darab csavar előállításával a szervohajtások és -motorok dinamikus jellemzőinek, teljesítőképességének a legkomolyabb követelményeket kell kielégíteniük.
A Beckhoff szervohajtásaira áttérve a belga Nedschroef Machinery vállalat jelentősen mérsékelni tudta a precíziós kötőelemeket gyártó megmunkáló gépeinek beállítási idejét. Percenkét 240 darab csavar előállításával a szervohajtások és -motorok dinamikus jellemzőinek, teljesítőképességének a legkomolyabb követelményeket kell kielégíteniük.
A Nedschroef Machinery vállalat bonyolult kialakítású, többek között az autóiparban is használatos kötőelemek és alakformázott alkatrészek előállítására szolgáló, többfokozatú megmunkáló gépeket gyárt. „A tűréssel és szilárdsággal kapcsolatos elvárások ennek megfelelően szigorúak” – nyilatkozta Dirk Matheeussen, a cég tervezési vezetője. „A kötések mérettartás-garantálása érdekében a csavarokat fémrudakból sajtoljuk. Hagyományos gépi megmunkálás esetén az anyagszerkezet torzulása miatt eleve bizonytalanabb lesz a csavarszár és csavarfej közötti illeszkedés, ellentétben a sajtolással” – teszi hozzá. – „A csavarok sajtolása több lépcsőben történik, a folyamat során a gép minden egyes szerszáma egy lépést végez el. Az egyes munkafázisok között fogókarmok továbbítják a munkadarabokat, amíg azok el nem nyerik végső formájukat.”
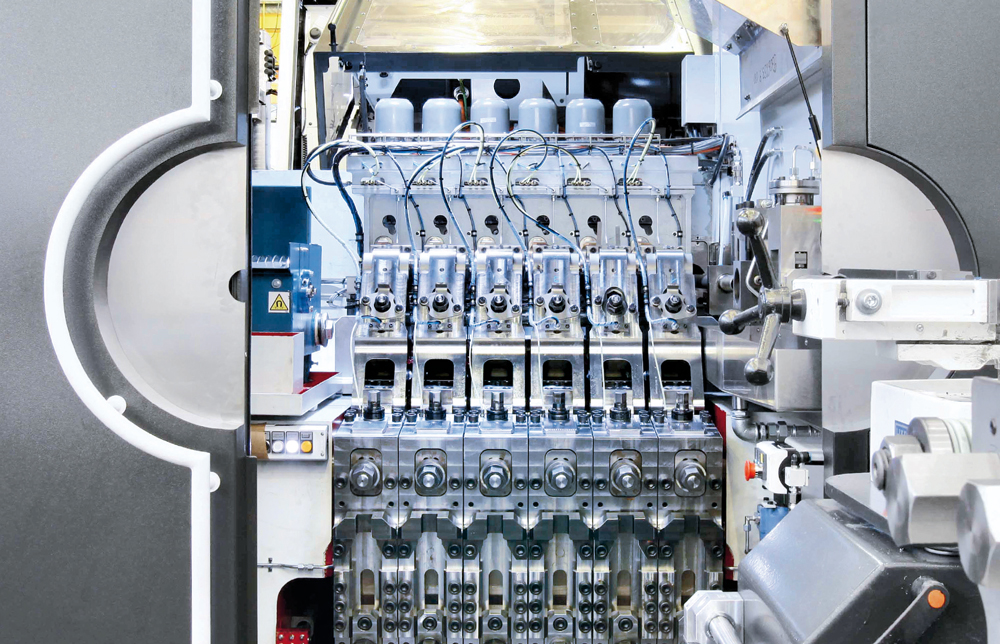
1. ábra A többfokozatú megmunkáló gép préstere belülről. A csavarokat és anyákat a megbízható mérettartás érdekében fémrudakból préselik
Mozgássorozatok precíz szinkronizálása EtherCAT-szervohajtással
A Nedschroef megmunkálógépeit korábban egyetlen motor hajtotta meg, az egyes műveletek közötti szinkront hajtóművekből és vezérműtengelyekből felépített, összetett mechanikai szerkezet biztosította – beleértve a munkadarabokat a megmunkálási pontok között továbbító fogókarmok működtetését is. „Legelőször a fogókarmok mozgatókocsijait láttuk el két független szervohajtással” – árulta el Ivo Van Gorp, a Nedschroef automatizálási koordinátora/fejlesztője. – „Régebben magukat a vezérlőbütyköket kellett átállítani, amikor termékváltáskor a gépeket hozzáillesztettük egy új gyártmányhoz, ez azonban nemcsak időigényes művelet volt, hanem a beállítások tekintetében is behatárolta a lehetőségeinket. Miután minden fogókarmot és mozgatókocsit önálló szervomotorral láttunk el, a pozicionálási korlátokat sikerült leküzdenünk.”
„A mozgásszinkronizálást immár a Beckhoff által kifejlesztett TwinCAT automatizálási szoftver biztosítja” – fűzi hozzá Tom Van Weert, a Nedschroef programozója. – „500 μs-os ciklusidővel rendelkező EtherCAT-hálózatot használunk. Ennek segítségével precízen össze tudjuk szinkronizálni a különféle gépi mozgásfázisokat a szerszámokkal.” A mechanikus bütykösvezérlést teljes mértékben kiváltotta a TwinCAT NC Camming-rendszer, amely szélesebb körű beállítási lehetőségek mellett gyorsabb, biztonságosabb és hibamentes termékváltást tesz lehetővé. Minden egyes gyártmány összes paraméterét a vezérlő tárolja, amelyek a grafikus kezelőfelületen keresztül szerkeszthetők, illetve tölthetők be. Ennek a megoldásnak köszönhetően a kevésbé tapasztalt gépkezelők is sikeresen véghezvihetnek gyors termékváltási műveleteket.

2. ábra Tom van Weert programozó és Ivo Van Gorp automatizálási koordinátor/fejlesztő a Nedschroef-nál, a megmunkáló gép előtt (balról jobbra)
A mechanikus hajtásról szervorendszerre történő átállás azonban kihívásokat is tartogatott a Nedschroef számára. „Leggyorsabb gépeink 240 csavart állítanak elő percenként” – nyilatkozta Van Gorp. – „Ez másodpercenként négy alakítási műveletet jelent. Egy alakítási művelet esetében az idő egyharmada a csavarok befogására és továbbítására fordítható. A befogásnak az alakítási művelet egytizenketted része alatt meg kell történnie. Nem volt egyszerű olyan hajtásrendszert találni, amely ilyen gyors reakcióidővel rendelkezik, és ilyen hamar képes elegendő szorítóerőt kifejteni.” A Nedschroef végül a Beckhoff AM8000 sorozatú szervomotorjaiban és AX5000 típusú szervohajtásaiban lelt rá a megoldásra.
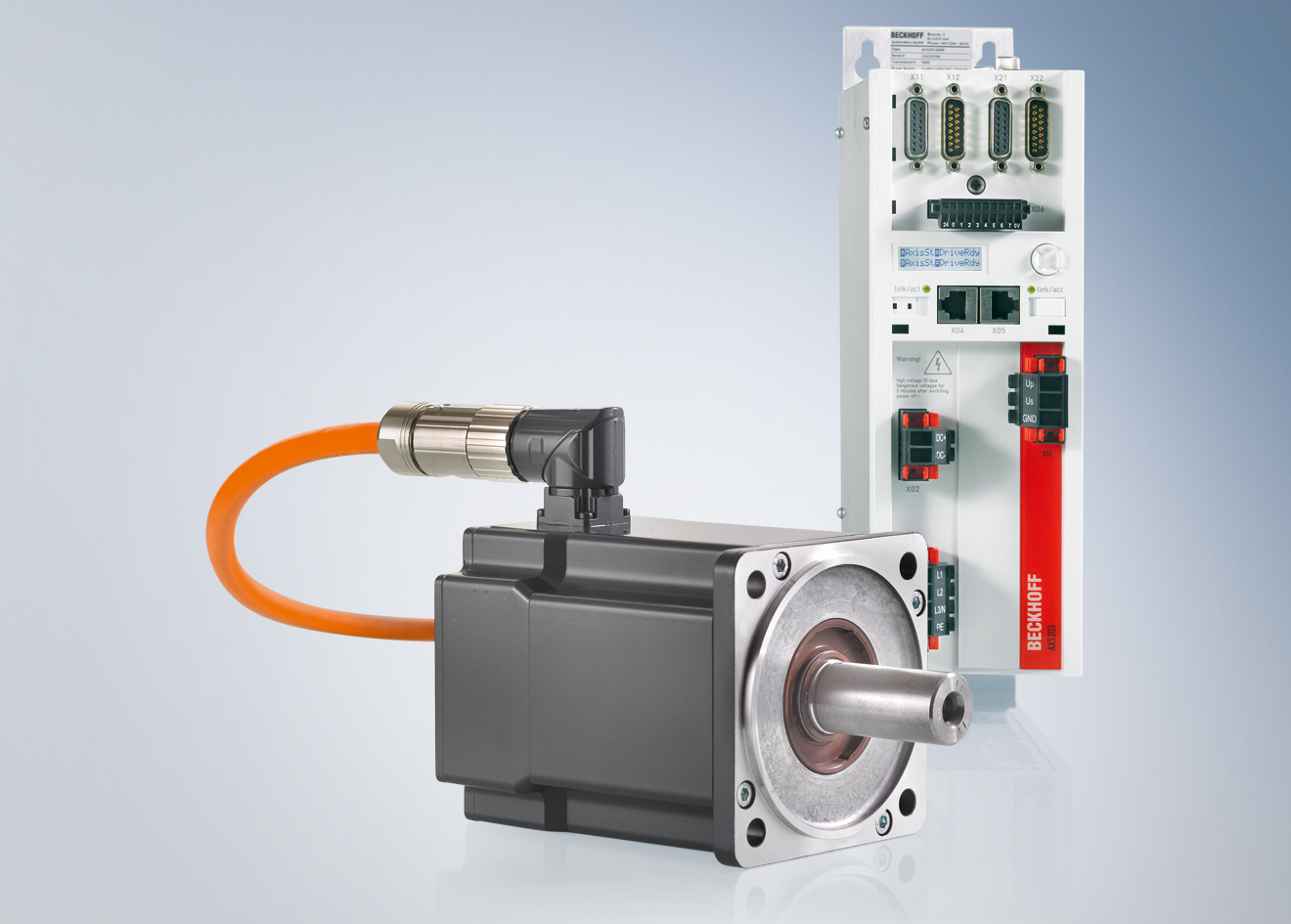
3. ábra Beckhoff AM8000 sorozatú szervomotor és AX5000 típusú szervohajtás
„A szervohajtás számos előnnyel rendelkezik, segítségével a vezérmű-beállításból fakadó összes korláttól sikerült megszabadulnunk. A fogókarmok szorítóerejét korábban mechanikusan állítottuk be, most ezt is szoftver által szabályozzuk. A felsoroltakon túlmenően a szervohajtásoktól visszacsatolást is kapunk: a rendszer azonnal érzékeli, ha egy fogókarom helytelenül, nem megfelelő módon ragad meg egy munkadarabot, lehetőséget adva a gyors beavatkozásra. További előny, hogy a szerszámok nyitása és zárása független a karmok vezérlésétől. Kis méretű, rövid munkadarabok megfogásához a karmoknak lényegesen nagyobb sebességgel kell mozogniuk, mint amilyen gyorsan kilökődnek a munkadarabok a szerszámokból. Korábban ezt lehetetlen volt biztosítani” – teszi hozzá Matheeussen.

4. ábra A szervovezérlésű fogókarmok precízen és igen dinamikusan mozgatják a munkadarabokat az egyes megmunkáló fokozatok között
Gyorsabb átállítás – magasabb fokú rugalmasság
„A tisztán mechanikus gépezetekhez szokott ügyfeleink kezdetben vonakodtak a mechatronikai rendszertől. Az elektronikus vezérlésre való áttérés elősegítése érdekében a kezelőfelületen ugyanúgy jelenítettünk meg egyes paramétereket, mint a korábbi vezérműves rendszerben. Intuitív kezelőfelület létrehozásával jelentősen megkönnyítettük az új megoldásra való áttérést. Ha valaki hozzászokik az új technológiához, gyorsan felfedezi annak előnyeit is. Sok ügyfelünknek naponta többször is át kell állítania a gépeit, ami most már lényegesen gyorsabban végezhető el, mint korábban, ráadásul számottevően kisebb hibázási valószínűség mellett” – magyarázta Van Gorp.
A Nedschroef már az alapanyag-adagoláshoz is szervohajtást használ, amíg a rudak adagolását egy Beckhoff lineáris motor biztosítja. A teljes gépi vezérlés egy C6930 típusú, ipari PC-n fut, amely a PLC- és hajtásvezérlést egyaránt ötvözi. „Az NC-feladatokat szintén szoftvermodulok látják el” – teszi hozzá Van Weert. – „A mozgásszinkronizáláshoz ily módon könnyedén hozzáilleszthető minden profil.”
BECKHOFF Automation Kft.
1097 Budapest, Gubacsi út 6.
Tel.: + 36 1 501 9940
E-mail: Ez az e-mail-cím a szpemrobotok elleni védelem alatt áll. Megtekintéséhez engedélyeznie kell a JavaScript használatát.
www.beckhoff.hu
Még több Beckhoff